



Автомобильләр чыгару һәм ягулык куллану буенча катгый стандартларны тормышка ашыру таләпләре бөтен автомобиль сәнәгате бу яхшырту өчен көрәшергә этәрде.Ягулык куллануны һәм газ чыгаруны киметү өчен традицион ысул - автомобильнең авырлыгын киметү.Шулай итеп, чуен урынына алюминий эретмәсе цилиндр блокы үсеш тенденциясенә әверелде.Моннан тыш, двигательнең яну эффективлыгы двигатель эчендәге сүрелүне киметеп сизелерлек яхшырырга мөмкин.Шуңа күрә “цилиндр лайнеры азрак” автомобиль двигателе технологиясе күп машина җитештерүчеләрнең игътибарын җәлеп итте.
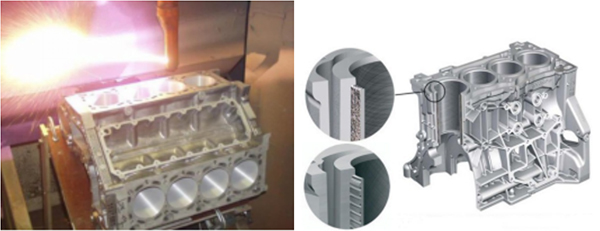
Автомобиль двигателе (ләре) цилиндр лайнеры аз технология җылылык сиптерү технологиясен кертеп башкарылды.Rылылык сиптерүне куллану двигатель блок җитештерү процессында башкарыла.Спрей алдан эшләнгән алюминий двигатель цилиндр боралары өслегенә кулланыла.Спрей традицион чуен цилиндр лайнерын алыштыру өчен аз углеродлы эретмә каплауның киемгә чыдам катламы өсти.Лайнерсыз цилиндр блокларын эшкәртү түбәндәге гомуми система компонентларын һәм кушымталарын үз эченә ала:
● кастинг
● цилиндр блогын тупас эшкәртү
● цилиндр борынын текстурлау
The өслекне җылыту
● җылылык сиптерү
Mach эшкәртүне тәмамлау
Hon хөрмәтләү
Silилиндр аз лайнер технологиясенең төп процесслары коаксиаль өслекләрдә (цилиндр өслеге билгеле бер яссылыктагы концентрик түгәрәкләр аша узучы һәм бу яссылыкка перпендикуляр булган сызыклардан тора) цилиндр өслегенең тупаслыгы белән башкарыла.Моны тормышка ашыралар:
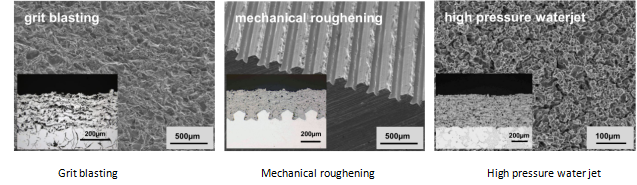
Surfaceир өслеген кыру максаты өслекнең структурасын формалаштыру өчен кирәк, бу каплауны субстрат өслегенә механик рәвештә бәйләргә мөмкинлек бирә, каплауның механик тешләү көчен субстратка арттыра һәм өслекне тагын да активлаштыра һәм көчәйтә. Материаль бәйләү көче.Faceир өстендә ругинг төрле ысуллар белән эшләнә, мәсәлән, челтәр шартлау, механик тупаслык, һәм югары басымлы су реактивы.Грит шартлау - иң еш кулланыла торган ругин эшкәртү һәм барлык металл өслекне катырту өчен кулланыла.
Соңрак металл өслекләрне чистартырга, тупасларга һәм ком ташлагач бик реактив булырга мөмкин.Бу тупас өслек, чәчү процессын кулланганчы, майсыз югары басымлы коры һава белән чистартыла.
Руфинг (өслекне активлаштыру) шулай ук машина ярдәмендә эшләнергә мөмкин.Алюминий өслеге билгеле бер контурга формалашкан процесслар бар.Бу бер уклы эшкәртү үзәге һәм кертелгән кисү кораллары ярдәмендә башкарыла.Бу характеристиканы чыгымлы ысул белән тулыландыру өчен бер тапкыр эшкәртү.Олы абразив чуен цилиндр булган очракта, коралның артык тузуы һәм тузуы еш кына моны экономик яктан яраксыз итә.
Pressureгары басымлы су реактивы алюминий цилиндрына гына кагыла һәм чуен цилиндр белән кулланылмый.Су реактив процессы кыйммәтле абразив кулланмый.Ләкин сыек реактивны субстрат өслегендә турыдан-туры куллану өслек коры булганда гына башкарыла.Thenәм аннан соң өслекнең тупаслыгы башка процесслар белән чагыштырганда чагыштырмача түбән.
Ylилиндр булмаган технологиядә төп процесс буларак өслекне катыру каплауның бәйләнеш көченә һәм каплау үзлекләренә турыдан-туры тәэсир итә.Шуңа күрә, цилиндр азрак цилиндр блок технологиясен кулланганда, өслекне катырту процессына игътибар итү бик мөһим.Тиешле тупас ысулны сайлау өслекнең иң яхшы активлашуына һәм җитештерү эффективлыгына ирешүдә бик мөһим.
Пост вакыты: 26-2021 май



